

Tại sao xốp trong dây chuyền sản xuất khung cửa WPC không thành công?
Giải pháp giải quyết vấn đề không tạo bọt trong sản xuất khung cửa WPC
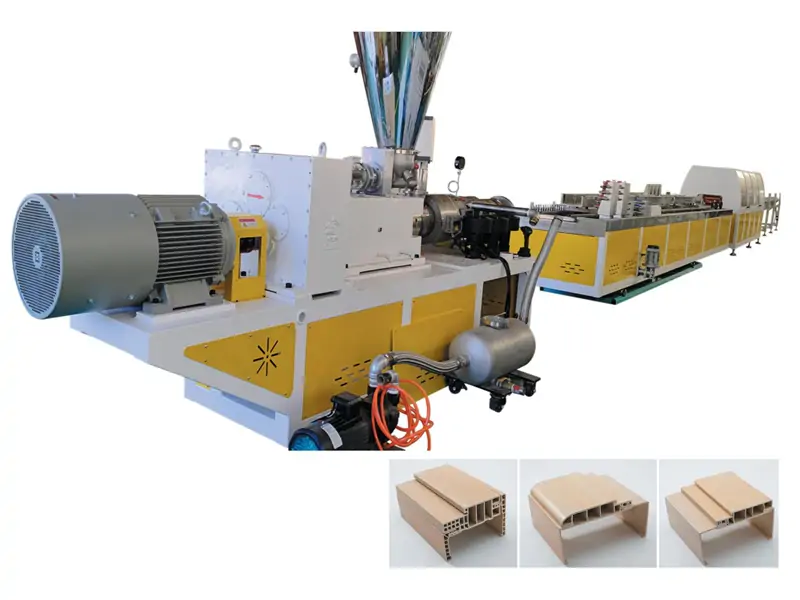
YongteMáy sản xuất khung cửa WPCtạo ra các khung cửa chất lượng hàng đầu từ vật liệu composite PVC-gỗ bằng công nghệ tạo bọt. Thiết bị hiện đại này kết hợp các mô-đun điều khiển nhiệt độ chính xác và các thiết lập vít đặc biệt để hoàn thiện sự kết hợp giữa ma trận PVC và sợi gỗ. Trong khi đó, hệ thống tạo bọt đảm bảo phân bố đều các tế bào, giúp cải thiện cả độ bền kết cấu và đặc tính cách nhiệt của khung cửa hoàn thiện.
Tuy nhiên, nhiều nhà khai thác gặp khó khăn với việc hình thành bọt trong quá trình sản xuất, dẫn đến trọng lượng sản phẩm quá mức và do đó chi phí sản xuất cao hơn—những yếu tố có thể dẫn đến việc loại trừ thị trường. Dựa trên nhiều năm kinh nghiệm trong ngành, các kỹ sư của Yongte đã biên soạn và phân tích các giải pháp sau để giải quyết vấn đề hình thành bọt. Những lý do được nêu dưới đây giải thích tại sao khung cửa gỗ-nhựa không tạo bọt trong quá trình ép đùn và phác thảo các bước để tiến hành tự kiểm tra.
I. Các vấn đề về công thức và nguyên liệu thô (Phổ biến nhất)
1. Chất tạo bọt bị lỗi hoặc không đủ
· Hiện tượng: Không giãn nở khi đẩy khuôn ra; mật độ cực cao; kết cấu cứng.
Chất tạo bọt nguyên nhân và giải pháp
|
nguyên nhân |
Giải pháp |
|
Không đủ liều lượng chất tạo bọt (AC/NC/OBSH) (phạm vi bình thường: 0,8–1,5 kg trên 100 kg PVC) |
Tăng lượng chất tạo bọt thêm 0,2–0,3 kg mỗi mẻ; điều chỉnh dần dần đến 1,0–1,2 kg trên 100 kg PVC.
|
|
Chất tạo bọt có tính hút ẩm, vón cục, hết hạn hoặc giảm mạnh hiệu quả phân hủy. |
Thay mẻ chất tạo bọt mới và bảo quản ở môi trường khô ráo. |
|
Sự vắng mặt của các chất kích hoạt (như ZnO hoặc ZnSt) dẫn đến nhiệt độ phân hủy quá cao và quá trình phân hủy không hoàn toàn. |
Thêm 0,1–0,3 kg ZnO làm chất kích hoạt để giảm nhiệt độ phân hủy. |
2. Bộ điều chỉnh tạo bọt không cân bằng (ví dụ: ACR hoặc bộ điều chỉnh tạo bọt)
· Hiện tượng: Không tạo bọt hoặc tạo bọt khiến cấu trúc tế bào thô hoặc tế bào bị xẹp.
Ứng dụng của dung dịch và chất điều chỉnh tạo bọt
|
Bộ điều chỉnh tạo bọt |
Trình bày vấn đề |
Giải pháp |
|
Không đủ liều lượng
|
Độ nóng chảy thấp → Không thu được khí → Không tạo bọt hoặc vỡ bong bóng |
1. Liều lượng tiêu chuẩn: 5–8 kg (ACR530) 2. Nếu không xảy ra hiện tượng tạo bọt: Thêm 0,5–1 phần chất điều chỉnh để tăng cường độ tan chảy 3. Nếu vẫn không tạo bọt: Giảm liều lượng chất điều chỉnh khoảng 0,3–0,5 kg để giảm độ nhớt tan chảy |
|
Liều lượng quá mức |
Độ nhớt tan quá mức → Hạn chế giãn nở bong bóng → Mật độ cao không tạo bọt |
1. Liều lượng tiêu chuẩn: 5–8 kg (ACR530) 2. Nếu không xảy ra hiện tượng tạo bọt: Thêm 0,5–1 phần chất điều chỉnh để tăng cường độ tan chảy 3. Nếu vẫn không tạo bọt: Giảm liều lượng chất điều chỉnh khoảng 0,3–0,5 kg để giảm độ nhớt tan chảy |
ồ
3. Hệ thống bôi trơn mất cân bằng (tỷ lệ trượt trong/ngoài không chính xác)
· Hiện tượng: dẻo hóa nhanh hoặc chậm; không mở rộng sau khi đẩy khuôn; bề mặt tối màu.
Các vấn đề bôi trơn và giải pháp trong quá trình tạo bọt
|
Vấn đề |
Gây ra |
Tác dụng |
Giải pháp |
|
Trượt bên trong quá mức |
Làm dẻo nhanh và tạo bọt sớm |
Giải phóng áp suất ở khuôn; không tạo bọt khi tháo khuôn |
Giảm trượt bên trong và tăng trượt bên ngoài |
|
Trượt bên ngoài quá mức |
Độ nhớt nóng chảy thấp và khả năng giữ khí kém |
Không tạo bọt |
Tỷ lệ bôi trơn điển hình: độ trượt bên trong (axit stearic) 0,5–0,9 kg; trượt bên ngoài (sáp PE hoặc OPE) 0,3–0,8 kg |
|
Bôi trơn không đủ |
Độ dẻo kém, mô-men xoắn cao, phân bố nhiệt độ không đều |
Phân hủy chất tạo bọt không hoàn toàn |
Tăng độ trượt bên trong và giảm thiểu độ trượt bên ngoài |
ồ
4. Quá nhiều chất độn, bột gỗ hoặc vật liệu tái chế
· Hiện tượng: Vật liệu bị khô quá mức; dòng chảy tan chảy kém; khó tạo bọt.
Vấn đề và giải pháp phụ
|
问题 |
解决方案 |
|
Tổng chất độn (bột gỗ + canxi cacbonat) vượt quá 180–220 kg hoặc tỷ lệ vật liệu tái chế >30–50%, dẫn đến cường độ nóng chảy quá cao và khả năng khuếch tán khí kém. |
Giới hạn tỷ lệ vật liệu tái chế ở mức 30%; kiểm soát tổng hàm lượng chất độn trong khoảng 150–200 kg. |
|
Bột gỗ chưa khô (độ ẩm >2%) → giảm khả năng hấp thụ nhiệt, kém dẻo và cản trở quá trình tạo bọt. |
Sấy bột gỗ ở 80–120°C trong 2–4 giờ để đạt được độ ẩm <0,5%. |
ồ
5. Chất ổn định nhiệt không đủ hoặc kém chất lượng
· Hiện tượng: Quá nhiệt cục bộ, ố vàng, phân hủy chất tạo bọt sớm và không tạo bọt khi đẩy khuôn ra.
· Giải pháp:
o • Sử dụng muối chì hoặc chất ổn định canxi-kẽm ở mức 4,5–6 kg để đảm bảo độ ổn định ở nhiệt độ cao.
• Xem xét việc cải tiến hệ thống ổn định để ngăn chặn sự phân hủy sớm và mất cân bằng bôi trơn.
II. Extrusion Process Parameters (Temperature / Pressure / Screw Speed)
1. Thông tin nhiệt độ không chính xác (nguyên nhân chính của quá trình)
· Các vấn đề điển hình về nhiệt độ không tạo bọt:
Vấn đề nhiệt độ và kết quả
|
Vấn đề nhiệt độ |
Ảnh hưởng |
Kết quả |
|
Nhiệt độ thùng quá thấp |
chất tạo bọt không bị phân hủy |
không tạo bọt |
|
Nhiệt độ vùng phía trước quá cao |
tạo bọt sớm |
mất áp suất khuôn bên trong; không mở rộng khi tháo dỡ |
|
Nhiệt độ khoang khuôn không đủ |
tan chảy quá cứng |
bong bóng không thể mở rộng |
· Cấu hình nhiệt độ khuyến nghị (máy đùn trục vít đôi hình nón):
o • Vùng cấp liệu: 140–155°C (để tránh tạo bọt sớm).
o • Vùng nóng chảy/nén: 160–175°C (cửa sổ phân hủy chất tạo bọt).
o • Vùng đuôi thùng/mặt bích: 165–178°C.
· • Khuôn/khuôn miệng: 160–172°C (thấp hơn nhiệt độ thùng 5–10°C).
Nhiệt độ đề xuất cho từng vùng
|
Khu |
Đề xuất nhiệt độ (Đơn vị:°C) |
Ghi chú |
|
Vùng thức ăn |
140–155 |
để ngăn chặn sự tạo bọt sớm |
|
Vùng nóng chảy/nén |
160–175 |
cửa sổ phân hủy chất tạo bọt |
|
Vùng đuôi thùng/mặt bích |
165–178 |
- |
|
Chết/chết mồm |
160–172 |
Thấp hơn nhiệt độ thùng 5–10°C |
· Thủ tục điều chỉnh:
1. • Đầu tiên, tăng nhiệt độ lên 5–10°C và quan sát xem có bắt đầu tạo bọt hay không.
2. • Nếu vẫn không tạo bọt: tăng nhiệt độ vùng nóng chảy lên 5–8°C.
3. • Nếu xảy ra hiện tượng tạo bọt sớm: giảm nhiệt độ vùng cấp liệu xuống 5–10°C.
2. Tốc độ trục vít không khớp
Vấn đề và giải pháp tốc độ trục vít
|
Vấn đề tốc độ trục vít |
Biểu hiện vấn đề |
Giải pháp |
|
Tốc độ vít không đủ |
Độ dẻo kém và thời gian lưu trú kéo dài → tạo bọt sớm hoặc hòa tan khí |
Phạm vi hoạt động bình thường: 18-28 vòng/phút; đối với điều kiện không tạo bọt, tăng tốc độ thêm 3-5 vòng/phút để cải thiện hiệu suất cắt và làm dẻo. |
|
Tốc độ vít quá cao. |
Cắt quá nóng và dẻo nhanh → tạo bọt sớm |
Phạm vi hoạt động bình thường: 18-28 vòng/phút; để tạo bọt sớm, giảm tốc độ 3-5 vòng / phút để trì hoãn quá trình dẻo. |
|
Tốc độ nạp và tốc độ đùn không khớp
|
Mất ổn định áp suất
|
Phạm vi hoạt động bình thường: 18-28 vòng/phút |
ồ
3. Áp suất trong khuôn không đủ
· Hiện tượng: Không giãn nở khi đẩy khuôn ra; mật độ cao.
· Nguyên nhân:
o • Khe hở khuôn quá lớn; tỷ lệ nén không đủ; giảm áp lực sớm.
· Giải pháp:
o • Giảm khe hở khuôn một cách thích hợp và tăng áp lực đầu.
• Kiểm tra rò rỉ hệ thống chân không hoặc sơ tán quá mức.
III. Các vấn đề về thiết bị và khuôn
Sự cố máy và giải pháp
|
Sự cố máy |
Mô tả vấn đề |
Giải pháp |
|
Máy đùn trục vít |
Tỷ số nén giảm, độ dẻo kém, áp suất thấp |
thay thế hoặc sửa chữa vít |
|
Kiểm soát nhiệt độ không chính xác |
Nhiệt độ thực tế chênh lệch so với giá trị hiển thị >10°C |
hiệu chỉnh lại cặp nhiệt điện |
|
Thiết kế đường dẫn khuôn |
Vùng chết, tích tụ vật liệu hoặc phân bổ nhiệt độ không đồng đều |
đánh bóng, làm sạch và/hoặc thêm dây sưởi |
|
Hệ thống xả/chân không |
Hút quá mức → loại bỏ khí tạo bọt |
giảm áp suất chân không |
IV. Các bước khắc phục sự cố nhanh (theo thứ tự ưu tiên)
1. Phân tích dải vật liệu:
o • Hoàn toàn không giãn nở sau khi đẩy khuôn → không đủ chất tạo bọt, chất tạo bọt không phân hủy hoặc nhiệt độ quá thấp.
o • Hình thành bong bóng bên trong khuôn nhưng không giãn nở sau khi tháo khuôn → tạo bọt sớm (vùng trước quá nóng hoặc trượt bên trong quá mức).
2. Kiểm tra đơn thuốc:
o • Liều lượng chất tạo bọt + chất hoạt hóa có đủ không?
o • Liều lượng chất điều chỉnh tạo bọt có nằm trong khoảng 5–8 kg không?
o • Trượt nội bộ có quá mức không?
o • Hàm lượng vật liệu tái chế hoặc chất độn có quá nhiều không?
3. Điều chỉnh một tham số (chỉ sửa đổi một tham số tại một thời điểm):
o Bước 1: Tăng nhiệt độ vùng nóng chảy lên +5–10°C; quan sát.
o Bước 2: Tăng chất điều chỉnh tạo bọt thêm +0,5 kg.
o Bước 3: Giảm độ trượt bên trong thêm –0,2 kg và tăng độ trượt bên ngoài thêm +0,2 kg.
o Bước 4: Tăng tốc độ trục vít thêm +3–5 vòng/phút.
4. Kiểm tra và xác minh:
o • Sau mỗi lần điều chỉnh, ổn định quá trình ép đùn trong 10–15 phút trước khi lấy mẫu.
• Đánh giá mật độ, cấu trúc tế bào (độ đồng đều của lỗ chân lông) và tỷ lệ bề mặt.
· Công thức khuyến nghị cho khung cửa gỗ-nhựa (trên 100 kg PVC):
o • Chất tạo bọt (AC): 1,0–1,2 kg + ZnO: 0,2 kg
o • Chất điều chỉnh tạo bọt: 6–7 kg
o • Chất bôi trơn bên trong (axit stearic): 0,6–0,8 kg
o • Chất bôi trơn bên ngoài (sáp PE): 0,4–0,6 kg
o • Chất độn (cơ sở khô): 60–80 kg
o • Vật liệu tái chế: 30%
Tin tức liên quan
- Thử nghiệm chế tạo gáo dừa thành ván sàn WPC
- Máy nghiền và nghiền bột gỗ tiết kiệm năng lượng và năng suất cao: Yongte vượt qua sự chấp nhận hiệu suất tại chỗ của khách hàng châu Âu
- Máy tạo hạt WPC hiệu suất cao dành cho khách hàng châu Âu
- Dây chuyền ép đùn gỗ xẻ nhựa cho tấm dày 50mm
- Yongte hoàn thiện dây chuyền ép đùn khung cửa WPC xốp rắn cho khách hàng Ấn Độ
- Máy xẻ gỗ nhựa Yongte có thể sản xuất ra các loại gỗ xẻ nhựa có hình dạng và kích cỡ khác nhau không?
Để lại cho tôi một tin nhắn











